"Problem with Vulcanising press" Topic
7 Posts
All members in good standing are free to post here. Opinions expressed here are solely those of the posters, and have not been cleared with nor are they endorsed by The Miniatures Page.
Please do not post offers to buy and sell on the main forum.
For more information, see the TMP FAQ.
Back to the Moldmaking and Casting Message Board
Areas of InterestGeneral
Featured Hobby News Article
Featured Link
Featured Ruleset
Featured Showcase Article How does coverbinding work?
Featured Workbench Article combatpainter  shows how to make roads, using the formula of the late Ian Weekley. shows how to make roads, using the formula of the late Ian Weekley.
Featured Profile Article Our Man in Southern California, Wyatt the Odd  , takes press pass in hand and reports from the Gen Con So Cal convention. , takes press pass in hand and reports from the Gen Con So Cal convention.
Current Poll
Featured Book Review
|
| one hundred eyes | 03 Apr 2016 7:52 a.m. PST |
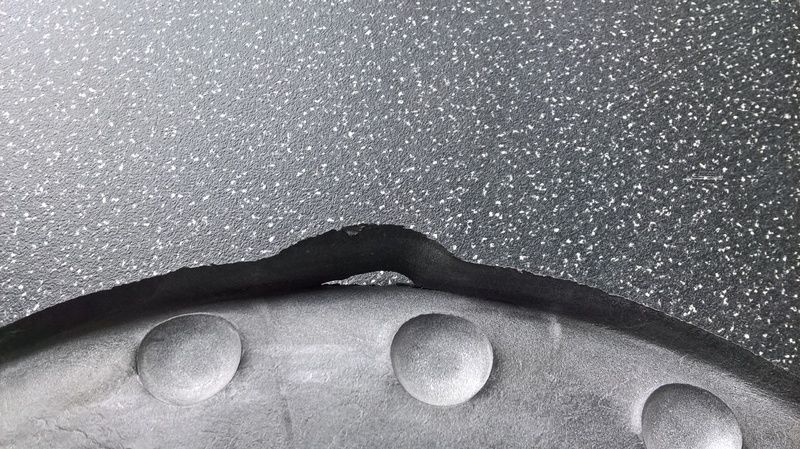
I have had my press fro a few months and am getting reasonable results making molds but sometimes the molds have distortions towards the front. The top half of the mold is forced over the bottom at the front edge and makes the mold difficult to separate and realign.
The top plate overhangs the bottom plate at the front by about 5mm. Not sure if this has gotten any worse over the months but will monitor it from now on.
Anyone know if this is a serious problem, it is annoying for sure, and if it will get worse? I can work round it, I think, but only if it isn't going to get worse over time. Thanks |
| cosmicbank | 03 Apr 2016 8:10 a.m. PST |
Sorry thought you were talking about putting pointed ears on news people. |
| Hafen von Schlockenberg | 03 Apr 2016 8:57 a.m. PST |
You may not have helped OHE,but you just helped me spill my coffee! |
 Dye4minis Dye4minis | 03 Apr 2016 9:32 a.m. PST |
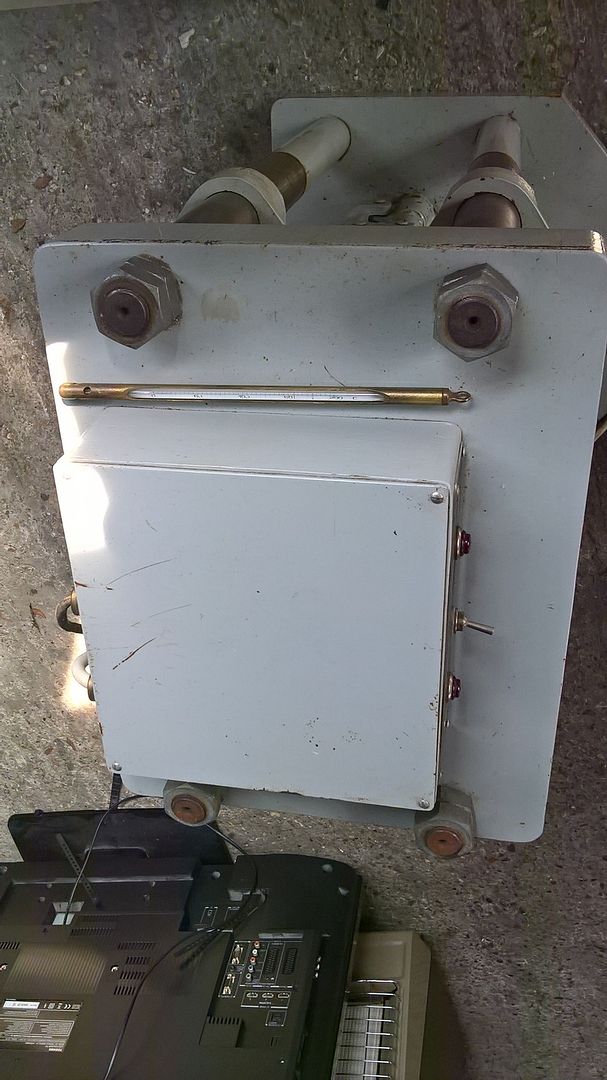
Problem is from uneven pressure or heat distribution. While I have never seen a square mold box before, the cans for the round molds could vulcanize it's contents unevenly. Also, make sure the whole press is level with the floor (if a bit off, it could shift the molten rubber before it "kicks". When experiencing this problem several times in a row, we checked everything and were looking at what might have been a bad batch of mold rubber. It turned out that we needed to replace the upper heating element and relevel the vulcanizer. (we had to move it to access the heating element replacement). next mold came out perfectly and did so till I left GFI for Germany. Hope this helps in suggesting things to check. v/r
Tom |
| Graycat | 03 Apr 2016 9:41 a.m. PST |
1. Misalignment of the pressure plates. Be careful to center the canister. Do you have a four post or a three post vulcanizer? 2. Worn out canisters that don't seal properly. The rubber flows toward gaps. Use newspaper gaskets to seal gaps. 3. Over pressure. I have nearly new cans and use 4000 psi. Older cans you may want to back off on. |
| one hundred eyes | 03 Apr 2016 12:04 p.m. PST |
Thanks Dye4minis and Graycat. Will check the things you have mentioned. As for the vulcaniser, it is a four post thing.
|
| Master Caster | 04 Apr 2016 5:53 p.m. PST |
I don't think the horizontal overhang is causing the problem unless this is also signaling the heating plates are not parallel when applying pressure to the mold frame. Jack them up together and stoup down to see if they are closing together. You may have to measure all around to ensure they are closing parallel.
Or is a small amount of rubber seeping out of the mold frame? If there is that's a sure sign that either the top or bottom parts of the mold frame are not sealing properly into the ring frame. (When this occurs in some of my molds it's always the top piece not setting well into the frame.) And as Graycat suggests there is a gap and the rubber is not staying inside the frame. And if too much seeps out your models will float around towards the flow side where the rubber is seeping out.
Best way to prevent this is to observe the mold frame as you apply pressure during the initial press and setting phrase. You should visibly check all around to see if the top and bottom frame plates are settling into the mold ring properly.
If the heating element goes bad in either the top or bottom platen you'll know it as half your mold won't vulcanize. |
|